

Gezielte Kühlung an der Schneide. Für längere Standzeit, kürzere Taktzeiten, bessere Oberflächen.
AdaptX führt die Wärme in einem geschlossenen Kreislauf genau dort ab, wo sie entsteht, an der Schneide. Das senkt die thermische Belastung im Prozess, ganz ohne konventionellen Kühlschmierstoff und nachrüstbar auf bestehende Maschinen.
Termin vereinbarenZu viel Wärme kostet Standzeit, Taktzeit und Qualität.
Konventionelle Kühlung hält dagegen, hat aber ihren eigenen Preis.
Werkzeuge verschleißen zu schnell.
Ob gehärteter Stahl, Titan, Inconel oder andere anspruchsvolle Werkstoffe: Hohe Schnitttemperaturen treiben den Verschleiß. Jeder vorzeitige Werkzeugwechsel kostet Maschinenzeit und Marge, besonders bei teuren Schneidstoffen wie CBN oder Keramik.
Der Prozess bleibt unter seinem Potenzial.
Kürzere Taktzeiten scheitern oft an der Wärme: Wer schneller fährt, verschleißt schneller. Und schwankende Temperaturen an der Schneide gehen auf Oberflächenqualität und Ausschussquote. Mit stabiler, gezielter Kühlung lässt sich der Prozess näher am Optimum fahren.
Kühlschmierstoff läuft einfach mit.
Wartung, Aufbereitung, Entsorgung, Gesundheitsschutz, Energie: Kühlschmierstoff ist ein Dauerposten, der seit Jahren akzeptiert wird, weil es an Alternativen fehlte. Für Betriebe mit Nachhaltigkeitszielen oder Kostendruck ist genau hier ein Hebel.
Präzise Kühlung. Kein Kühlschmierstoff.
AdaptX kühlt direkt an der Schneide: Eine kleine Menge nachhaltiger Kühlflüssigkeit zirkuliert in einem geschlossenen Kreislauf durch ein Kühlelement am Werkzeughalter und leitet die Wärme genau dort ab, wo sie entsteht. Konventioneller Kühlschmierstoff wird dafür nicht benötigt.
Nachrüstbar
Passt auf bestehende Werkzeughalter ohne Maschinenumbau.
Geschlossener Kreislauf
Kein Flüssigkeitsverlust, kein Nachfüllen, keine Entsorgung. Das System läuft nach der Installation wartungsfrei.
Gezielte Wärmeabfuhr
Die Kühlung wirkt direkt an der Wendeschneidplatte, wo die Temperaturen am höchsten sind und der Verschleiß beginnt. Das hält die Schneide auf stabiler Temperatur und den Prozess konsistent.

Kühlung genau dort, wo sie wirkt.
Das System aus der Nähe, vom Kühlelement bis zum thermischen Ergebnis an der Schneide.
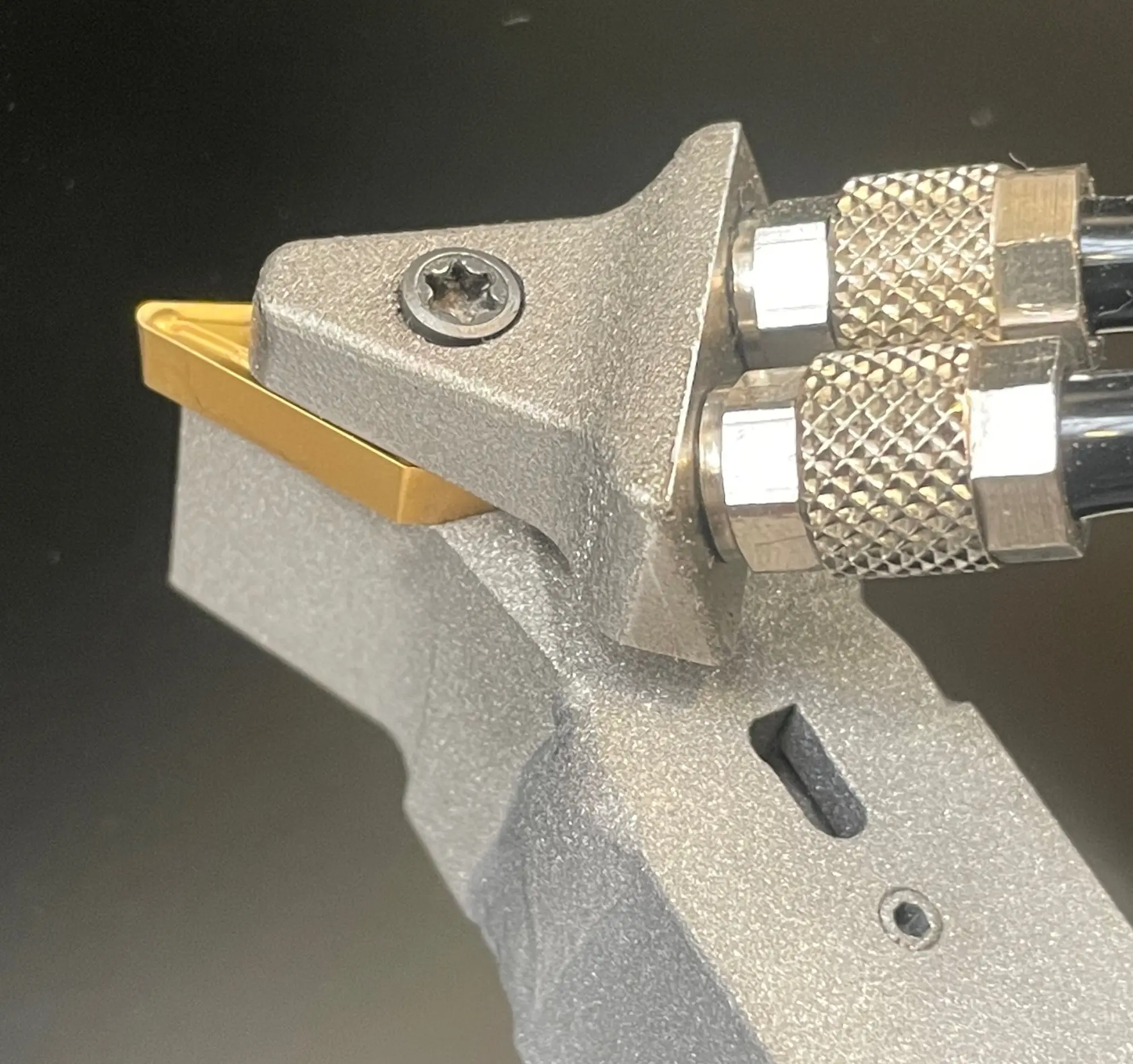
Klemmfinger
Kühlelement direkt am Werkzeughalter montiert
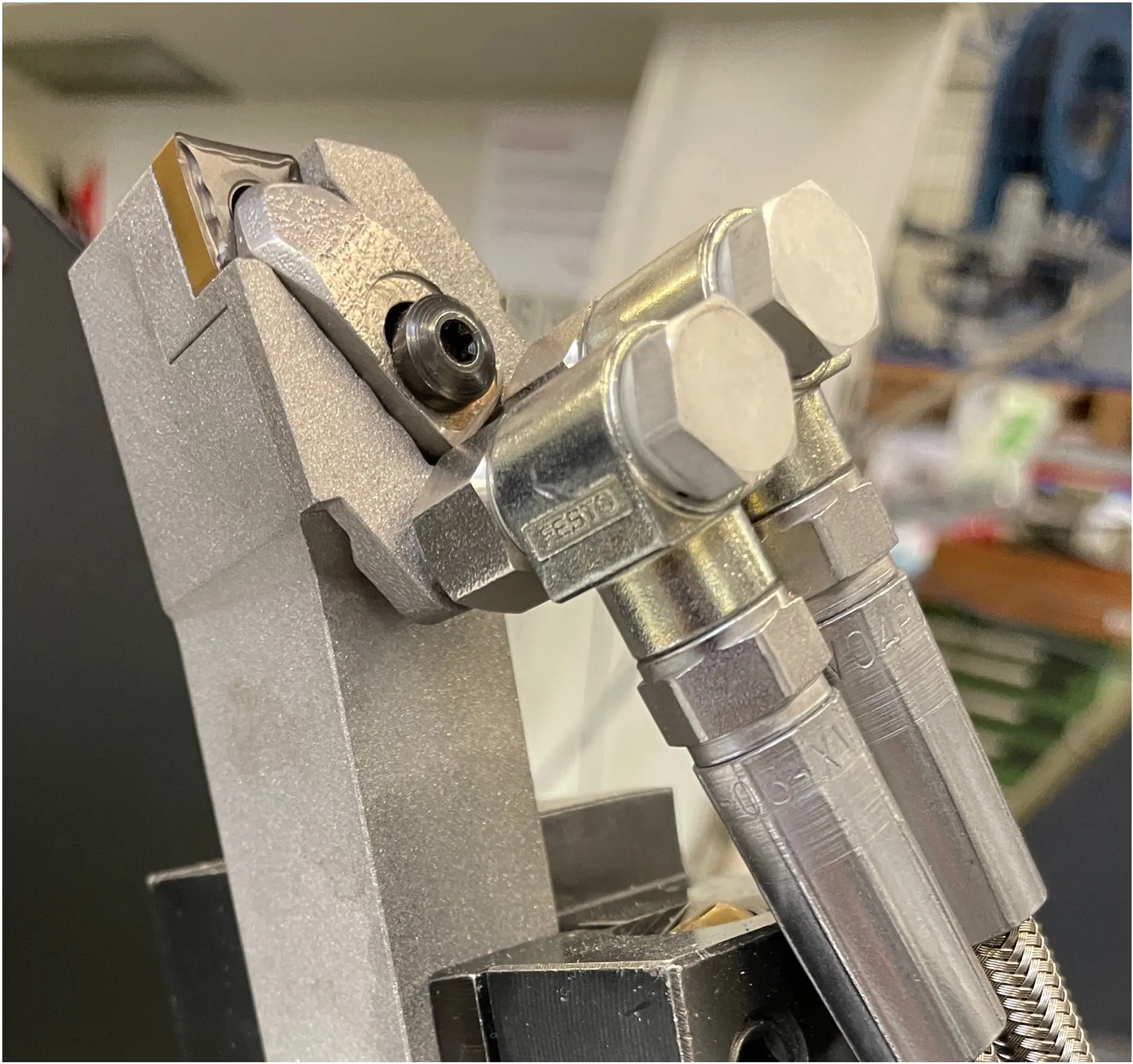
Wechselbarer Kühleinsatz
Passt in Standard-Werkzeughalter ohne Modifikationen
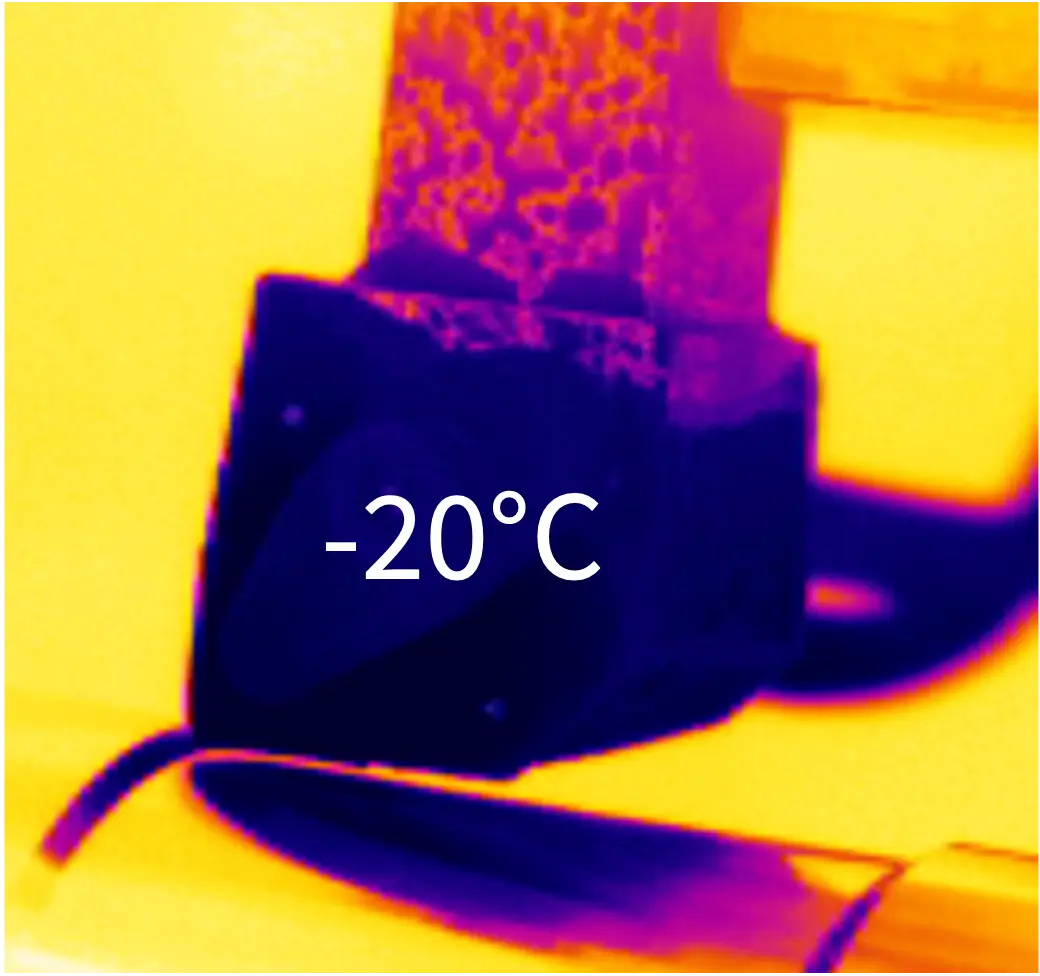
Wirkung sichtbar gemacht
Wärmebildaufnahme: aktive Kühlung direkt an der Schneide
Was Sie gewinnen.
AdaptX wirkt über vier Hebel. Welcher bei Ihnen am stärksten zieht, hängt von Werkstoff, Prozess und Ausgangslage ab.
Längere Werkzeugstandzeit
Reduzierte Schnitttemperaturen bremsen den thermischen Verschleiß. Weniger Werkzeugwechsel bedeuten niedrigere Kosten pro Teil, je teurer der Schneidstoff, desto größer der Effekt.
Kürzere Taktzeiten
Wenn die Wärme nicht mehr die Grenze setzt, sind höhere Schnittparameter möglich. Im Serienprozess wird jede eingesparte Sekunde pro Teil zum messbaren Produktivitätsgewinn.
Bessere Oberflächen, weniger Ausschuss
Eine stabile Temperatur an der Schneide macht den Prozess konsistenter. Das zeigt sich in der Oberflächenqualität und in einer geringeren Streuung von Teil zu Teil.
Keine Kühlschmierstoffe
Hochdruckanlagen, Filter, Flüssigkeitswechsel, Entsorgung: entfällt. Dazu keine Aerosole und kein Hautkontakt, für ein sauberes, gesundes Arbeitsumfeld.
Ergebnisse, die in der Produktion zählen.
Gemessen in realen Zerspanungsversuchen mit der geschlossenen AdaptX-Kühlung.
bis zu
30%
längere Werkzeugstandzeit, z. B. beim Hartdrehen
bis zu
75%
bessere Oberflächengüte (Ra), z. B. bei Kupferlegierungen
bis zu
90%
weniger CO₂ gegenüber konventioneller Kühlung
Zero
Kühlmittelentsorgung, Nachfüllen oder Flüssigkeitsmanagement
Entwickelt für anspruchsvolle Zerspanungsprozesse.
AdaptX passt überall dort, wo Wärme den Prozess begrenzt oder Kühlschmierstoff raus soll, ob Sie heute trocken fertigen oder mit KSS. Typische Ausgangslagen:
Prozesse, in denen thermischer Verschleiß die Standzeit begrenzt, etwa bei gehärtetem Stahl, Titan oder Inconel
Serienfertigung, in der Taktzeit, Oberflächenqualität oder Ausschussquote über die Wirtschaftlichkeit entscheiden, z. B. bei Kupfer- und Messinglegierungen
Mehrschichtbetrieb, bei dem häufige Werkzeugwechsel ein messbarer Kostenfaktor sind
Unternehmen, die auf Kühlschmierstoff verzichten wollen, ob aus Nachhaltigkeitszielen, regulatorischem Druck oder dem Wunsch nach einer einfacheren, saubereren Produktion
Neumaschineninvestitionen, bei denen eine Kühlinfrastruktur von Anfang an vermieden werden soll
Jede Anwendung ist anders. Welcher Hebel bei Ihnen greift, klären wir am konkreten Prozess, oft reicht dafür ein kurzes Gespräch.
Häufig gestellte Fragen.
Die Fragen, die wir von Herstellern am häufigsten hören, wenn sie AdaptX in Betracht ziehen.
Für welche Werkstoffe und Prozesse eignet sich AdaptX? +
Am stärksten wirkt AdaptX dort, wo thermischer Verschleiß die Standzeit begrenzt, etwa bei gehärtetem Stahl, Titan oder Inconel. Bei gut zerspanbaren Werkstoffen wie Kupfer- und Messinglegierungen liegen die Effekte eher bei Oberflächenqualität und Taktzeit. Aktuell ist das System für Drehprozesse ausgelegt, die Lösung für das Fräsen ist in Entwicklung. Da jeder Prozess anders ist, prüfen wir die Eignung gemeinsam am konkreten Anwendungsfall, von den Schnittparametern bis zum Verschleißbild.
Funktioniert das System ohne jegliche Schmierung? +
AdaptX liefert ausschließlich Kühlung, keine Schmierung. Bei vielen Zerspanungsprozessen, insbesondere dort, wo thermischer Verschleiß der dominierende Versagensmechanismus ist, spielt Schmierung eine deutlich geringere Rolle als oft angenommen. Der begrenzende Faktor ist dann Wärme, und gezielte Kühlung verlängert die Standzeit. Wo dagegen mechanischer Verschleiß dominiert, ist Kühlung allein nicht immer der richtige Hebel, auch das klären wir offen im Gespräch.
Wie unterscheidet sich die Kühlflüssigkeit von konventionellen Kühlschmierstoffen? +
AdaptX verwendet eine nachhaltige, biologisch abbaubare Flüssigkeit, die in einem vollständig geschlossenen Kreislauf zirkuliert. Anders als konventionelle Kühlschmierstoffe kommt sie weder mit dem Werkstück noch mit den Spänen in Berührung, muss nicht regelmäßig gewechselt werden und erzeugt keinen entsorgungspflichtigen Abfall.
Lässt sich das System in bestehende Maschinen integrieren? +
Ja. AdaptX ist als Nachrüstlösung konzipiert. Das Kühlelement passt auf bestehende Werkzeughalter, ohne dass Änderungen an der Maschine notwendig sind. Die kompakte Kühleinheit steht neben der Maschine und ist über Vor- und Rücklaufschläuche angebunden.
Wie trägt AdaptX zu Nachhaltigkeitszielen bei? +
Durch den Wegfall konventioneller Kühlschmierstoffe entfallen die CO₂-Emissionen, die bei Herstellung, Transport, Pumpen und Entsorgung entstehen. Das System verbraucht zudem deutlich weniger Energie als konventionelle Flutkühlsysteme. Zusammen kann das eine Reduktion der kühlungsbedingten Emissionen von bis zu 90 % gegenüber herkömmlichen Systemen bedeuten.
Bereit zu sehen, was AdaptX für Ihren Prozess leisten kann?
Schildern Sie uns Ihre Anwendung, und wir beurteilen gemeinsam, ob AdaptX passt.
Rechtliches
Kontakt
© AdaptX Systems GmbH 2026

